Настоящий стандарт (ГОСТ 18096-87) распространяется на штампованные детали из слюды мусковит, предназначенные для электрической изоляции и крепления внутренней арматуры в электронных приборах. Стандарт не распространяется на детали для сверхминиатюрных приборов.
Основные параметры и размеры
Габаритные группы устанавливаются по диаметру окружности, описанной вокруг детали.
Таблица №1
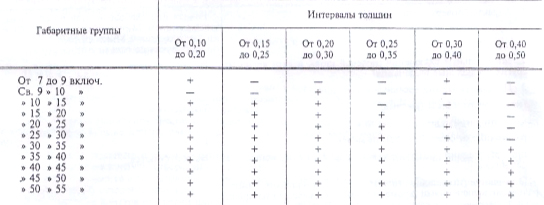
По требованию потребителя допускается изготовлять детали других габаритных групп и интервалов толщин.
Технические требования
Детали должны соответствовать требованиям настоящего стандарта и изготовляться по чертежам, согласованным между изготовителем и потребителем и утвержденным в установленном порядке. При этом детали, вписываемые в окружность диаметром от 7 до 12 мм включительно, не должны иметь более четырех отверстий.
Допуски на размеры деталей, не нормированные чертежами, не должны быть более: смещение отверстий относительно осей симметрии … ± 0,05 мм; отклонения от номинальных линейных размеров … ± 0,1 мм; отклонения от номинальных угловых размеров: для углов 15 ° и менее … ± 30′; для углов более 15 0 … ± 45′.
Не допускаются закругления углов контура деталей радиусом более 0,2 мм и углов отверстий любой формы радиусом более 0,1 мм.
Разность толщин по недоснятию на детали не должна быть более 0,02 мм, при этом толщина детали не должна выходить за установленные пределы толщин.
Отклонения от нижнего предела интервала толщин не должны превышать 0,02 мм. В партии допускается не более 5 % деталей с такими отклонениями. Отклонения от верхнего предела интервала толщин не должны превышать 0,10 мм.
В партии допускается не более 10 % деталей с такими отклонениями.
В партии деталей, имеющих отверстия с допуском не более ±0,03 мм, не допускается более 15 % деталей, в отверстия которых проходит калибр диаметром на 0,01 мм больше максимально допустимого диаметра отверстия или не проходит калибр диаметром на 0,01 мм меньше минимально допустимого диаметра отверстия. В партии деталей, имеющих отверстия с допуском более ±0,03 мм, не допускается более 3 % деталей с отверстиями таких размеров.
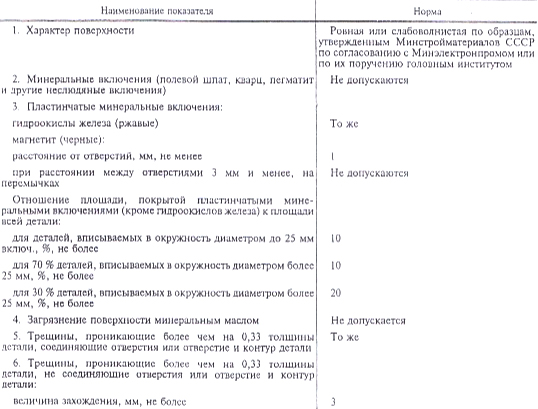
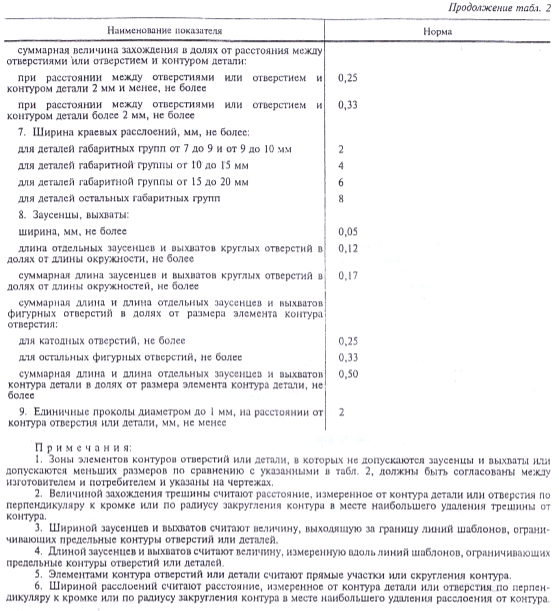
Детали должны соответствовать требованиям табл. 2.
В партии допускается не более 8 % деталей с отступлениями от требований пп. 2.1 (кроме требований к диаметру круглых отверстий и толщине), 2.2, 2.3, подпункта 8 табл. 2 и не более 6 % деталей с отступлениями от требований пп. 2.4 и 2.7 (кроме подпункта 8 табл. 2).
Таблица №2
 Приемка
Приемка
Детали принимают партиями. Партией считают детали одного наименования, изготовленные на одном штампе, находящиеся в одном ящике, направляемые в один адрес и сопровождаемые одним документом о качестве, содержащим:
- наименование предприятия-изготовителя и (или) его товарный знак;
- название и номер чертежа детали;
- массу нетто, брутто и количество деталей;
- номер штампа;
- номер партии;
- дату упаковки;
- обозначение настоящего стандарта;
- штамп технического контроля;
- результаты испытаний.
Для проверки соответствия деталей требованиям настоящего стандарта от каждой партии отбирают-1 % деталей, но не менее 100 шт. Детали отбирают по равному количеству не менее чем из пяти пакетов или пачек.
Программа и последовательность приемно-сдаточных испытаний указаны в таблице №3.
Таблица №3
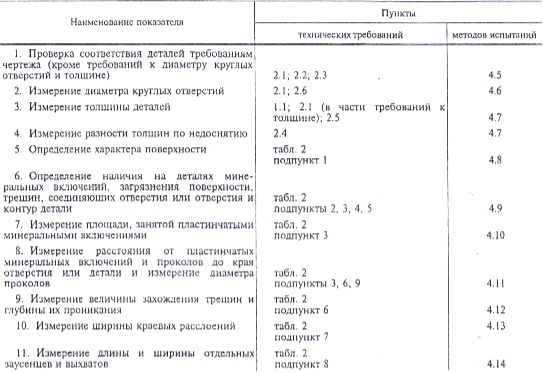
При получении неудовлетворительных результатов испытаний проводят повторный контроль на удвоенном количестве деталей, взятых от той же партии. Результаты повторных испытаний распространяются на всю партию.
Методы испытаний
Испытания должны проводиться в помещении с температурой воздуха 15—35 °С и относительной влажностью 45—75 %. Вычисление содержания деталей с заданными характеристиками в совокупности всех испытанных образцов производят с точностью до десятых и округляют до целых по следующему правилу:
Если отбрасываемая цифра в последнем разряде равна 5, нечетную цифру предыдущего разряда увеличивают на единицу, а четную или нуль оставляют без изменения, например:
- результат вычисления 91,5 % округляют до 92 %;
- результат вычислений 90,5 % округляют до 90 %;
- результат вычислений 92,5 % округляют до 92 %.
При возникновении разногласий в оценке качества деталей измерения проводят с погрешностью, не превышающей 0,3 величины погрешности измерения, допускаемой настоящим стандартом.
Погрешность, допускаемую при измерении линейных размеров деталей определяют по ГОСТ 8.051.
Перед проверкой деталей на проекторе при необходимости протирают поверхность детали бязевой тканью по ГОСТ 29298.
Проведение проверки
На проекторе проверяют форму детали, системы отверстий, фигурные отверстия и отдельные элементы контура. Деталь помешают на предметный столик проектора, а шаблон — на экран проектора. С помощью микровинтов совмещают изображение детали с шаблоном.
При проверке размеров деталей сначала проверяют отверстия, затем контур детали и взаимное расположение элементов детали.
При проверке деталей для двухсистемных приборов каждую соответствующую систему отверстий проверяют отдельно. Погрешность измерения не более 0,01 мм.
Обработка результатов
Детали, системы отверстий, фигурные отверстия и отдельные элементы контура считают соответствующими чертежу, если их проекции укладываются в заданные контуры полей допусков. За результат проверки принимают отношение количества деталей, не соответствующих чертежу, к количеству проверяемых деталей, в процентах.
Проведение определений
Наличие на деталях минеральных включений (полевой шпат, кварц, пегматит и другие неслюдяные включения), наличие пластинчатых минеральных включений, гидроокислов железа и магнетита, загрязнения поверхности деталей минеральным маслом, трещин, соединяющих отверстия или отверстия и контур детали устанавливают внешним осмотром в отраженном и проходящем свете.
При разногласиях между изготовителем и потребителем наличие гидроокислов железа проверяют на поляризационном микроскопе. При вращении предметного столика микроскопа и наблюдении образца в проходящем свете со скрещенными николями, не должно быть интерференционной окраски от включений гидроокислов железа.
Проведение измерений
При применении измерительного проектора деталь помещают на предметный столик проектора, а трафарет-сетку — на экран проектора. Устанавливают на проекторе 10-кратное увеличение. Последовательно по рядам подсчитывают количество клеток, занятых пластинчатыми минеральными включениями.
Приближенно оценивают площадь клетки, занятой включениями с точностью до 1/3 клетки. Если включение занимает менее 1/3 площади клетки, то его не учитывают, а если более 2/3 клетки — то считают за единицу. Площадь клетки, занятую минеральными включениями более чем на половину, но менее чем на 2/3, принимают на 2/3, а площадь, занятую менее чем на половину, но более чем на 1/3 — за 1/3.
Маркировка, упаковка, транспортирование и хранение
На ящике с деталями должна быть нанесена маркировка в соответствии с правилами, утвержденными в установленном порядке, и следующие дополнительные обозначения:
- номер чертежа детали;
- номера партий;
- манипуляционный знак «Беречь от влаги».
Детали упаковывают в пакеты из оберточной бумаги по ГОСТ 8273, или из целлюлозной пленки по ГОСТ 7730, или из полиэтиленовой пленки по ГОСТ 10354.
Масса деталей в пакете должна быть не более 0,5 кг. Детали габаритных групп 25 мм и более допускается упаковывать в пачки из оберточной бумаги по ГОСТ 8273 или из полиэтиленовой пленки по ГОСТ 10354. В каждый пакет или пачку должна быть вложена этикетка с указанием:
- предприятия-изготовителя и (или) его товарного знака;
- номера чертежа детали;
- номера штампа.
Пакеты упаковывают в фанерные ящики по ГОСТ 5959 или плотные ящики по ГОСТ 2991, выложенные изнутри подпергаментом по ГОСТ 1760 или двухслойной упаковочной бумагой по ГОСТ 8828. Упаковка в ящике должна быть плотной. Масса каждого ящика не должна превышать 8 кг, а количество деталей должно быть не более 70 тысяч шт. Допускается отправлять в одном ящике несколько партий деталей. В каждый ящик должны быть вложены документы о качестве по п. 3.1. (Измененная редакция, Изм. № 1). Детали пересылаются в упаковке изготовителя почтовыми посылками в соответствии с правилами, утвержденными в установленном порядке.
Детали хранят в упаковке предприятия-изготовителя в закрытых помещениях на полках или подкладках с расстоянием от пола не менее 5 см. Температура хранения от минус 50 до плюс 60 °С, относительная влажность не более 85 %.
При соблюдении правил хранения срок хранения деталей не ограничен.
Методика расчета и построения чертежей на шаблоны и методика изготовления шаблонов для контроля слюдяных деталей электронных приборов на проекторах
На чертеже должна быть установлена базовая ось. За базовую ось принимают ось симметрии детали, проходящую через центры отверстий для траверсы первой сетки.
На чертежах деталей для двухсистемных ламп базовой осью служит линия, проходящая через центры двух катодных.
Также на чертеже должна быть ось симметрии, перпендикулярная базовой оси.
На чертеже должны быть указаны допускаемые смешения центров отверстий (за исключением базовых), расположенных на базовой или перпендикулярной к ней осях симметрии, от этих осей.
На линейные и угловые размеры деталей следует установить допуски. На углы фигурных отверстий и контур детали должны быть установлены допустимые радиусы закругления. Размеры на чертежах следует привязывать к осям симметрии детали, избегая замкнутых размерных цепей.
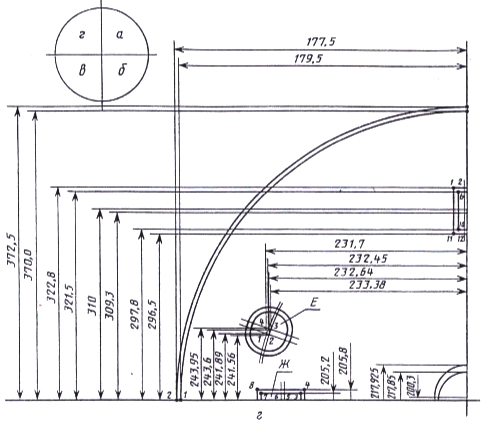
Отверстия вычерчиваются в предельных размерах. При этом получаются наибольший и наименьший контуры отверстий. После этого изготовляется чертеж детали полностью. При этом строятся оси симметрии и наносятся отверстия с учетом линейных и угловых смещений и допусков отверстий таким образом, чтобы получились наибольшие поля допусков.
При построении чертежа отдельной системы отверстий она должна иметь базовую и перпендикулярную ей оси симметрии.
Если размеры экрана проектора не позволяют проверить деталь или систему отверстий при выбранном масштабе чертежа, то выполняются чертежи на отдельные части детали или с системы отверстий.
При выполнении чертежей размеры и допуски на половинные расстояния принимаются равными половине размеров и допусков полного расстояния.
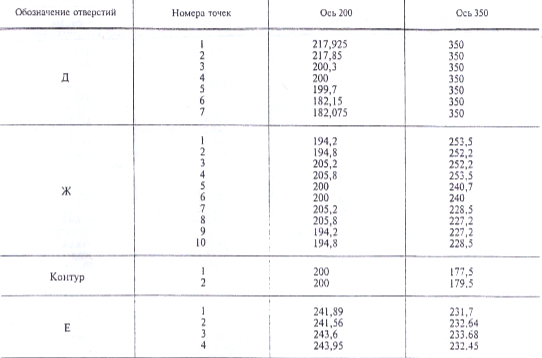
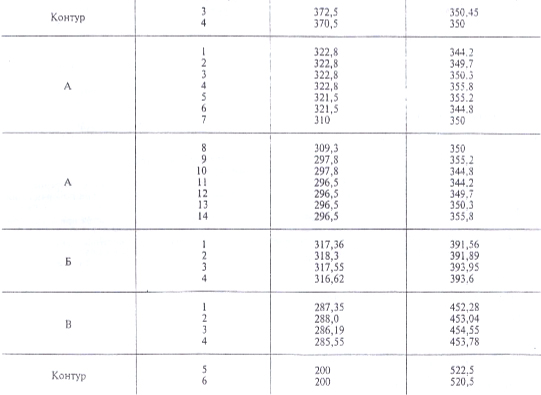
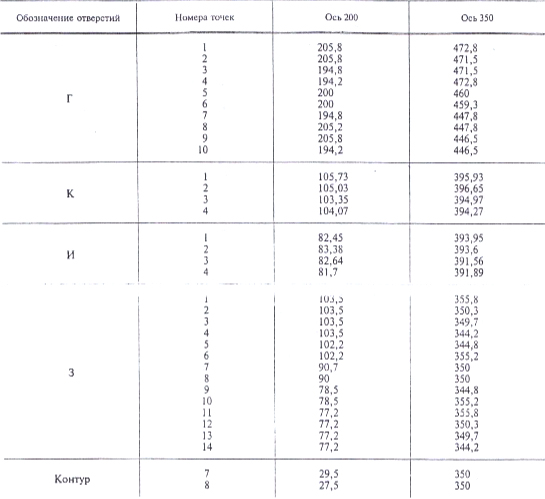
В качестве примера приводится построение чертежа шаблона для детали СБ 7.360.154
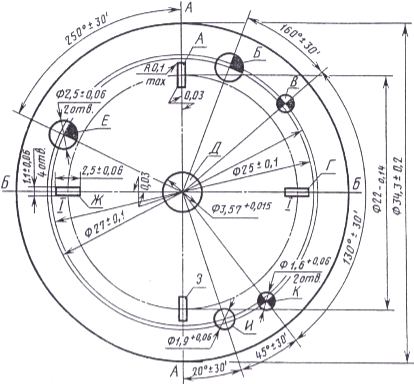
Изготовление шаблона
Материалом для изготовления шаблонов служат винилроз или астралон, имеющие одну матовую поверхность. Основанием для вычерчивания шаблона служит чертеж шаблона и разметочный чертеж с разметочной таблицей.
Разметка шаблона осуществляется на координатном станке игловым керном. При этом наносят центры окружностей, радиусов закруглений, отмечают точки на кривизне и в месте пересечения прямых линий. Диаметр накола должен быть не более 0,15 мм.
Поверхность шаблона после разметки обрабатывают зубным порошком для того, чтобы яснее были видны наколы.
Затем по наколам с помощью чертежного инструмента специальной тушью вычерчивают шаблон. Тушь имеет следующий состав:
- ацетон технический (ГОСТ 2768) 1200 г
- бутилацетат технический (ГОСТ 8981) 1200 г
- смола поливинилхлоридная 120 г
- индулин жирорастворимый (ГОСТ 4770) 100 г
- жирорастворимый оранжевый органический растворитель (ГОСТ 7461) 20 г.
На чертеже шаблона и на шаблоне в правом нижнем углу вычерчивают штамп, в котором указывают:
- предприятие — изготовитель шаблона;
- номер шаблона;
- срок годности;
- дату аттестации;
- предприятие, которому поставляют шаблон;
- марку детали;
- кратность увеличения;
- отдел — исполнитель шаблона;
- содержание шаблона;
- номер листа;
- количество листов;
- подписи исполнителей;
- инвентарный номер;
- штамп отдела технического контроля.
Хранение и транспортирование шаблонов
Шаблоны должны храниться в вертикальном положении на закрытых стеллажах при комнатной температуре.
Головные шаблоны хранят на предприятии — изготовителе шаблонов.
Перед транспортированием шаблоны должны быть плотно упакованы в упаковочную бумагу по ГОСТ 8828 и обложены картоном по ГОСТ 9421.
При транспортировании шаблоны должны быть защищены от попадания внутрь влаги и механических повреждений.